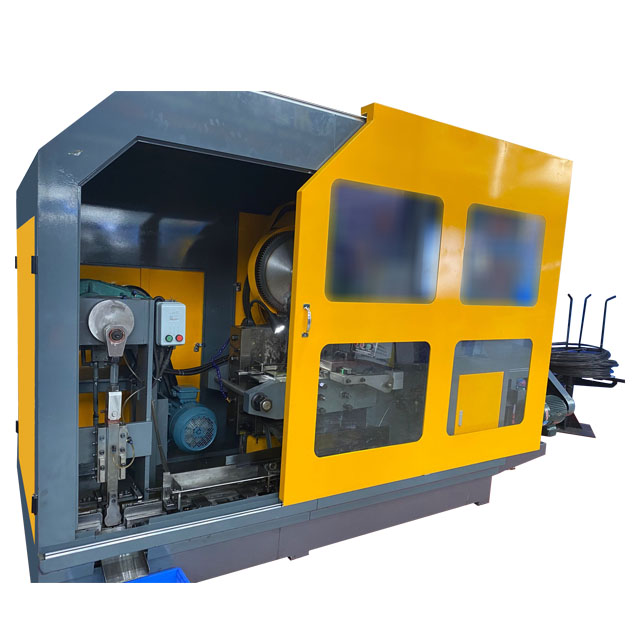





Mașina de formare a piuliței de flanșă Ronen®, o soluție fiabilă pentru producători, modelează semifabricatul metalic într -o piuliță de flanșă. Presează materialul gol la un moment dat pentru a forma firele interne ale flanșei și piuliței. Pentru producători, tot ce trebuie să faceți este să încărcați materiile prime, să setați dimensiunile și va finaliza procesul de modelare - eficientizarea fluxurilor de lucru de producție.
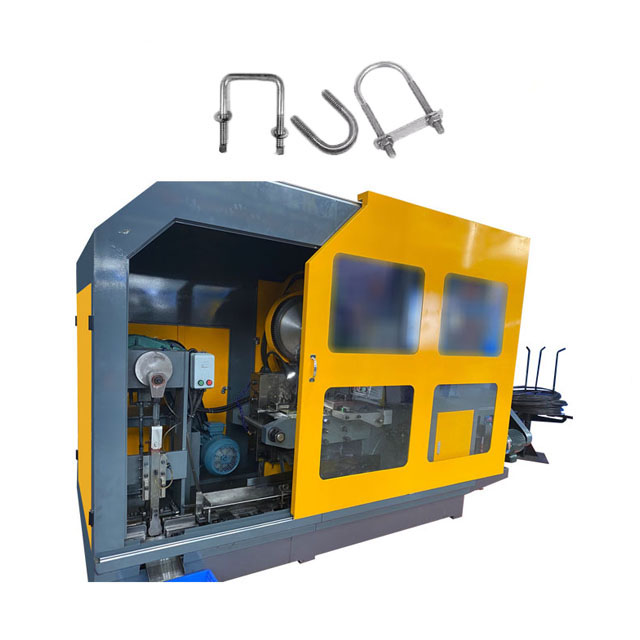
Mașina de formare a piuliței flanșei este proiectată special pentru a prelucra sârmă metalică în piulițe de flanșă. Mașina poate extrage simultan atât marginea inelului, cât și capul hexagonal al piuliței la un moment dat. Specificațiile disponibile pentru nuci de flanșă variază de la M4 la M20.
Mașina de formare a piuliței flanșei este o mașină de extrudare la rece special concepută pentru fabricarea piulițelor flanșei. Folosește sârmă de oțel, îl taie în semifabricate și apoi folosește o serie de matrițe și pumni pentru a efectua formarea rece pe piulițe. Acest proces formează o garnitură integrată asemănătoare cu flanșa în partea de jos a piuliței și lovește automat gaura centrală, fără a fi nevoie să încălzească materialul.
Mașina de formare a piuliței de flanșă începe cu o bobină. Mașina de desfășurare alimentează firul în mecanismul de îndreptare pentru a elimina orice coturi. Apoi, mașina de tăiere de precizie taie firul îndreptat în semifabricate de o lungime specifică. Volumul semifabricatului este crucial, deoarece trebuie să conțină suficient metal pentru a forma corpul hexagonal al piuliței și partea flanșă mai largă.
O etapă cheie în funcționarea mașinii este formarea flanșei. Punch -ul apasă semifabricatul într -o cavitate de matriță care este mai largă decât secțiunea hexagonală. Acest lucru face ca metalul să se miște radial spre exterior, formând o suprafață de rulment circular plat în partea de jos a piuliței. Diametrul și grosimea flanșei sunt controlate de designul matriței.
| Specificații | Unitate | 11b | 14b | 17b | 19b | 24b | 27b | 30b | 33b | 36B | 41b |
| Stație de forjare | N0. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Max tăiat dia | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Lungime de declanșare | mm | 30/02/40 | 30/02/40 | 24/40/60 | 25/05/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Moare pitch | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Puterea de forjare | Tonă | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Dimensiunea producției |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Ieșire | Min/PC -uri | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Motorul principal | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Motor de ungere | HP | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Lubrifiant | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Aproximativ greutate | Tonă | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
Caracteristica mașinii de formare a piuliței flanșei este designul ingenios al matriței. Mucegaiul are caneluri special concepute corespunzătoare marginii flanșei, ceea ce permite un control precis al grosimii și diametrului marginii flanșei în timpul procesului de extrudare. Forța de extrudare a mașinii poate fi reglată, alimentarea este stabilă, iar eroarea în lungimea de tăiere a firului este mică.