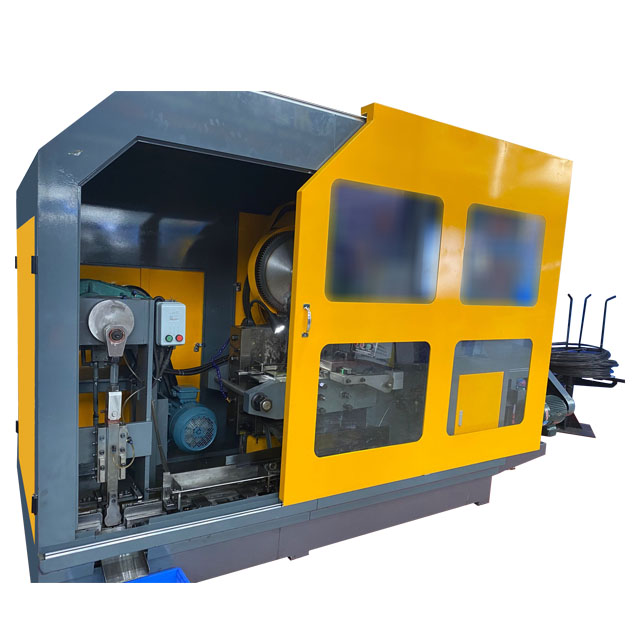



Ronen®, producătorul, produce mașina automată de fabricare a șuruburilor cu 4 matrițe și 4 suflare, care formează semifabricate de șuruburi prin patru etape de matriță și patru procese de forjare: tăierea sârmei, răsturnarea, formarea capului, tăierea finală. Operatorii au nevoie doar de verificări ocazionale de ieșire, fără supraveghere constantă.
Mașina automată de fabricare a șuruburilor cu 4 matrițe și 4 suflare folosește patru seturi de matrițe și patru procese de ștanțare consecutive pentru a transforma automat sârmă de metal în semifabricate de șuruburi. În timpul procesului de producție, nu este nevoie de muncitori pentru a interveni. Mașinile vor finaliza întregul proces de la sine.
Mașina de fabricare a șuruburilor procesează sârma metalică în șuruburi în patru pași. Acesta taie o secțiune a sârmei metalice și apoi o alimentează în patru stații. La fiecare stație, poansonul va apăsa firul metalic pentru a forma diferite părți ale șurubului, cum ar fi capul șurubului sau vârful șurubului. În cele din urmă, se produce un șurub finit.
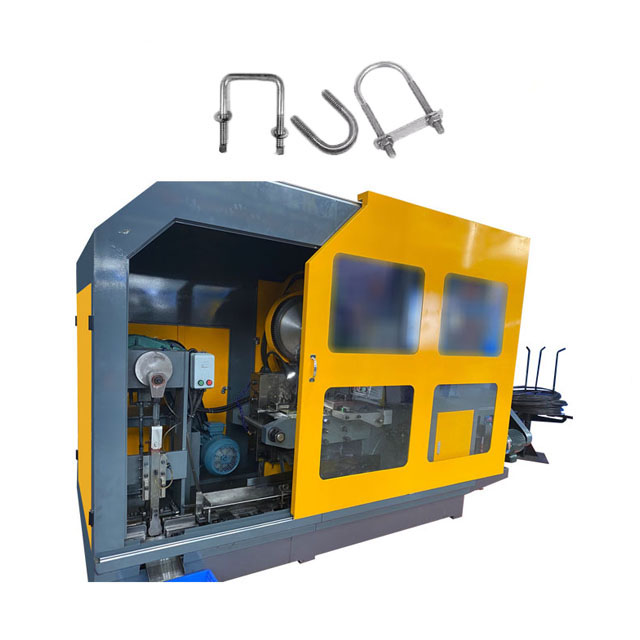
Puneți o bobină de sârmă de oțel în mașina automată de fabricare a șuruburilor cu 4 matrițe și 4 șuruburi. În timpul procesării, mașina îndreptează mai întâi sârma de oțel, apoi îl taie în lungimi prestabilite și, în final, îl modelează prin procesare continuă pentru a face șuruburi finite. Acest proces automat este conceput pentru a produce eficient o cantitate mare de șuruburi. Acest proces combină ceea ce odinioară erau mai mulți pași separati într-o operațiune continuă pe o singură mașină.
Mașina de fabricare a șuruburilor va alimenta direct materialul. Prima matriță taie firul și formează forma inițială a capului. A doua matriță modelează capul mai clar (cum ar fi marginile unui cap hexagonal). A treia matriță prelucrează partea tijei (etape simple sau reducerea diametrului). Al patrulea matriță termină capul și partea tijei și, în final, semifabricatul finit este trimis automat.
| Model | Unitate | DBF-64S | DBF-64SL |
DBF-84S |
DBF-104S |
DBF-104L |
DBF-134L |
DBF-134L |
| Stație de forjare | NU. | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Forța de forjare | Kgf | 35.000 | 40.000 | 60.000 | 80.000 | 80.000 | 120.000 | 120.000 |
| Diametru maxim de tăiere | mm | F8 | F8 |
Φ10 |
F12 |
F12 |
F15 |
F15 |
| Lungime maximă de tăiere | mm | 80 | 105 | 115 | 135 | 185 | 190 | 265 |
| Rata de ieșire | buc/min | 140-210 | 130-200 | 120-180 | 90-140 | 80-130 | 75-110 | 50-80 |
| P.K.O.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 90 | 92 | 118 | 160 | 175 | 225 |
| Cursa berbec principală | mm | 110 | 136 | 160 | 190 | 262 | 270 | 380 |
| Puterea motorului principal | Kw | 15 | 15 | 22 | 30 | 30 | 37 | 37 |
| Dims. de tăiat die | mm | Φ30*45L | Φ30*45L |
Φ50*50L |
Φ45*59L |
Φ45*59L |
Φ63*69L |
Φ63*69L |
| Dims. de poanson | mm | Φ40*90L |
Φ40*90L |
Φ45*125L |
Φ53*115L |
Φ53*115L |
Φ60*130L |
Φ60*229L |
| Dims generale ale matriței principale | mm | Φ50*85L |
Φ50*110L |
Φ60*130L |
Φ75*135L |
Φ75*185L |
Φ86*190L |
Φ86*305L |
| Die pitch | mm | 60 | 60 | 70 | 90 | 94 | 110 | 110 |
| Greutate aprox | Tonă | 8 | 10 | 14 | 18 | 21 | 28 | 33 |
| Diametru șurub aplicabil | mm | 3-6 | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
| Lungimea tijei semifabricatului | mm | 10-65 | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 |
| În general se estompează. | mm | 5300*3000*2300 | 5500*3100*2300 | 6500*3200*2500 | 7400*3500*2800 | 9000*3500*2900 | 10000*3800*2900 | 11000*3800*3000 |
Punctul de vânzare al mașinii automate de fabricare a șuruburilor cu 4 matrițe și 4 suflare este „complet automată + formarea a patru matrițe”. Este foarte eficient și economisește forța de muncă. Din perspectiva efectelor procesului, procesul cu patru matrițe și patru suflare poate produce produse cu o precizie mai mare decât procesul cu două matrițe și două suflare printr-un control mai precis al turnării. Tranziția arcului capului șurubului cu cap rotund este uniformă și continuă fără abateri evidente; structura hexagonală a șurubului cu cap hexagonal este bine simetrică, iar eroarea dimensională a fiecărei părți este controlabilă. Nu este nevoie de măcinare ulterioară, iar rata deșeurilor este mai mică.

 3 Mașină 3 Sub piesa șurubului Mașină cu cap la rece
3 Mașină 3 Sub piesa șurubului Mașină cu cap la rece 4 Mașină 4 Sub șurub Mașină de forjat la rece
4 Mașină 4 Sub șurub Mașină de forjat la rece 5 Mașină 5 Dedesubt piesa șurubului Mașină de formare la rece
5 Mașină 5 Dedesubt piesa șurubului Mașină de formare la rece Mașină de fabricație a șuruburilor
Mașină de fabricație a șuruburilor Fosta mașină de șuruburi cu 3 stații de forjare la rece
Fosta mașină de șuruburi cu 3 stații de forjare la rece Fosta mașină de șuruburi cu 7 stații de forjare la rece
Fosta mașină de șuruburi cu 7 stații de forjare la rece