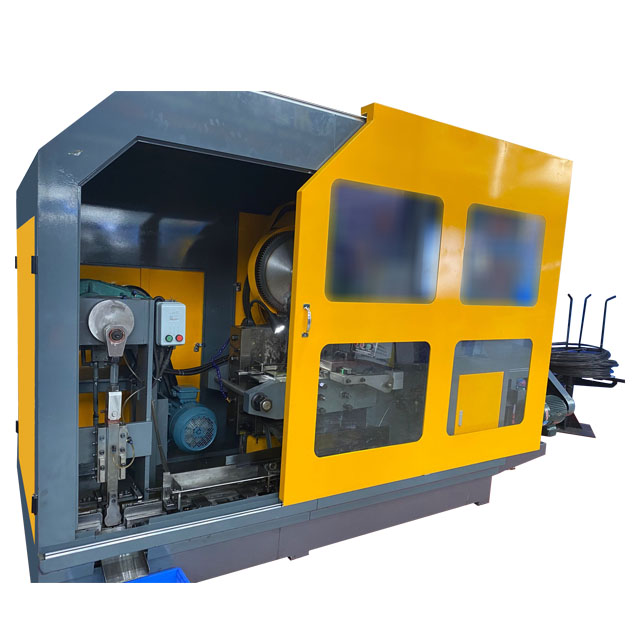
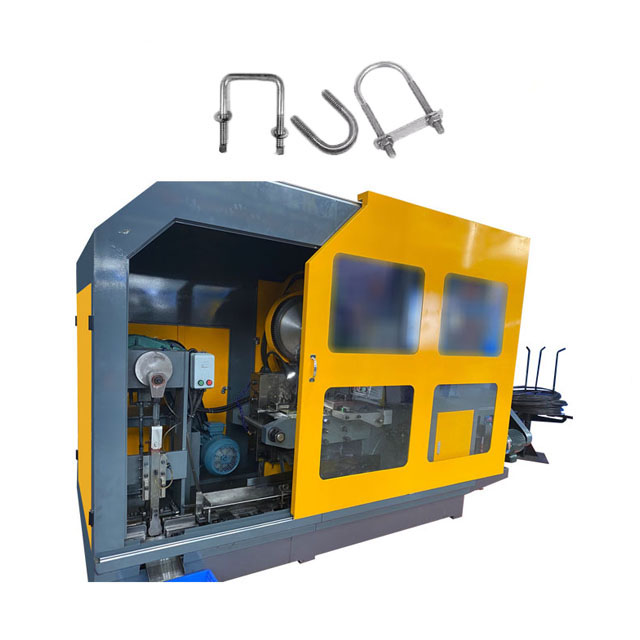
Mașina de fabricare a șuruburilor de suflare Ronen® Automatic 2 Die 2 este favorizată de mulți producători. Formează semifabricatele șurubului în doi pași. Prima matriță formează forma inițială a capului, în timp ce a doua matriță completează modelarea finală. Nu este nevoie să le folosiți separat. Materiile prime pot fi produse fără supraveghere continuă.
„Mașina automată cu 2 matrițe cu șuruburi de lovitură” este o mașină de formare a șuruburilor cu două materi automate, complet automată, special concepută pentru prelucrarea lotului de goluri de șuruburi. Poate gestiona materiale de sârmă cu diametre cuprinse între 3 și 12 milimetri, inclusiv oțel carbon și oțel inoxidabil.
Mașina automată cu 2 matrițe cu șuruburi de suflare este un tip special de mașină cu titlu rece. Formează capul șurubului conducând două procese de ștampilare pe sârmă semifabricată în două matrițe separate. Prima ștampilare începe procesul de supărare în prima matriță, determinând să se strângă metalul. A doua ștampilare completează formarea finală a formei capului șurubului în a doua matriță. În comparație cu o singură mașină de ștampilare, acest proces în două etape poate produce capete de șuruburi mai complexe sau mai mari.
Mașina de fabricare a șuruburilor începe cu firul de la bobină. Alimentatorul automat ghidează firul prin mașina de îndreptare pentru a îndepărta orice coturi. Apoi, mecanismul de tăiere taie firul în semifabricate precise. Aceste semifabricate sunt transferate imediat la prima matriță supărătoare. Lungimea constantă a semifabricatului este crucială pentru cantitatea corespunzătoare de metal în cele două procese de ștampilare.
În mașina automată cu 2 matrițe cu șuruburi de lovitură, semifabricatele tăiate sunt alimentate în prima matriță. Primul pumn lovește capătul semifabricatului, extrudându -l într -o formă inițială, de obicei o formă conică sau cilindrică simplă. Această etapă „pre-formare” se adună și redistribuie metalul, ceea ce face mai ușor formarea corectă a capului final la următoarea stație.
| Model | Unitate | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Stație de forjare | NU. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Forța de forjare | KGF | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Max.Cut-off Dia | mm | ∅8 |
∅10 |
∅10 |
∅12 |
∅12 |
∅15 |
∅15 |
∅15 |
| MAX.CUR-OFF Lungime | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Rata de ieșire | PC -uri/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.STROKE | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Principala accident vascular cerebral de berbec | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Puterea motorului principal | Kw | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| În general, întunecări. de tăiere a muririi | mm | ∅30x45L |
∅35x50L |
∅35x50L |
∅45x59L |
∅45x59L |
∅63x69L |
∅63x69L |
∅63x69L |
| În general, întunecări. de pumn mor | mm | ∅40x90L |
∅45x90L |
∅45x125L |
∅53x115L |
∅53x115L |
∅60x130L |
∅60x130L |
∅60x229L |
| În general, întunecări. de matriță principală | mm | ∅50x85L |
∅60x85L |
∅60x130L |
∅75x135L |
∅75x185L |
∅86x135L |
∅86x190L |
∅86x305L |
| Die tonul | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Aprox.weight | Tonă | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Bolt aplicabil Dia | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 8-12.7 |
| Lungimea de la distanță | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| În general, întunecări | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Punctele de vânzare ale mașinii automate cu 2 matrițe cu șuruburi de suflare sunt automatizarea completă și eficiența ridicată. De la hrănirea materialului la tăiere și formare, nu este necesară nicio intervenție umană. Muncitorii trebuie doar să plaseze firul în suportul de alimentare și să stabilească parametrii. Formarea capului este mai regulată și nu vor apărea defecte în timpul unei singure extrudări.